
使用方法
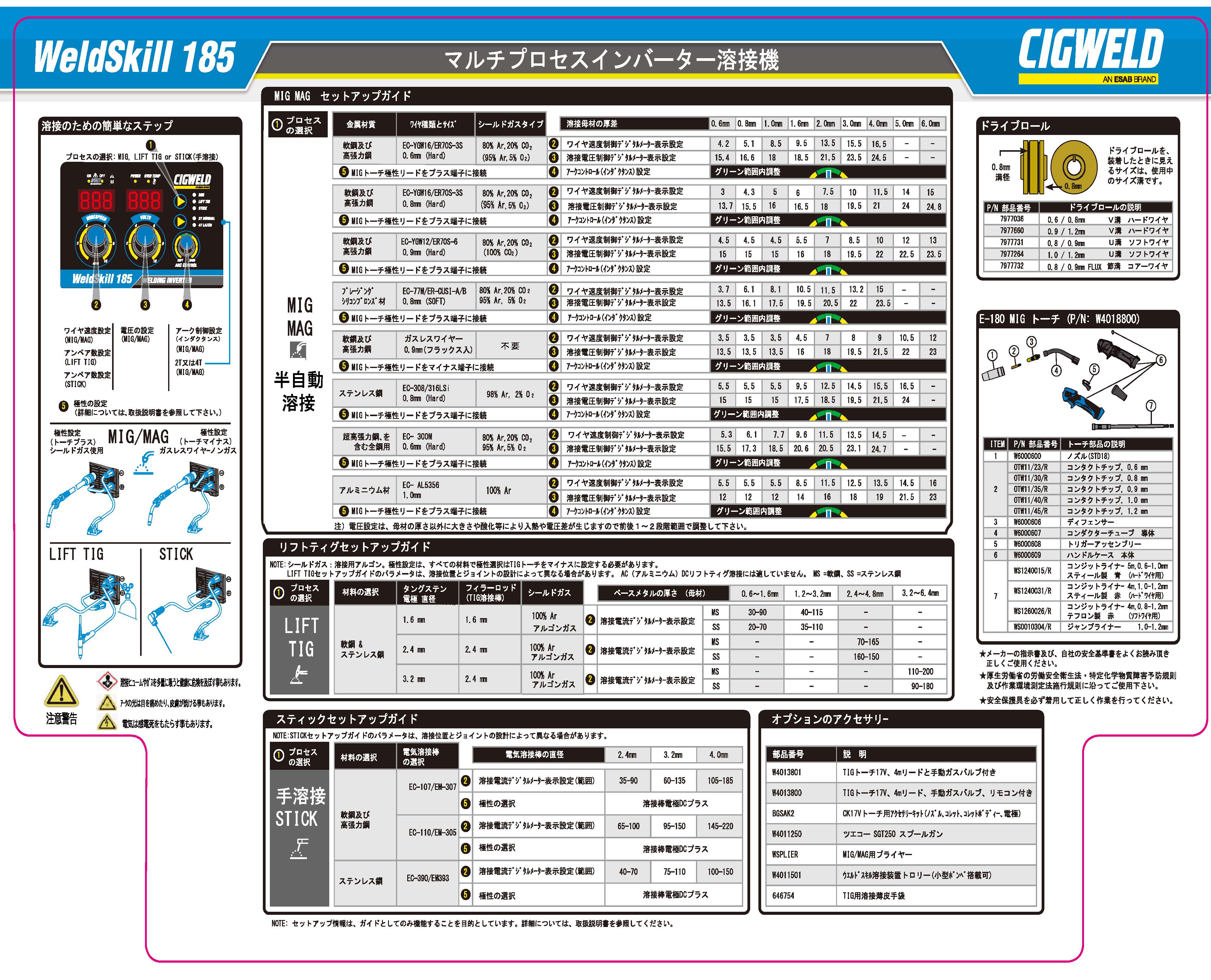
【使用方法】各種溶接機セッティング表
| 溶接機種YMI-180Ds | |||||||
| EC300セティッグガイド | 軟 鋼 | ||||||
| ガスの種類 | ワイヤーサイズ | 板厚 | 0.8mm | 1mm | 1.6mm | 2mm | 3mm |
|
炭酸ガス CO2-20% アルゴン Ar -80% |
0.6mm | 溶接電圧 | 2 | 3 | 4 | 5 | 6 |
| MATELIAR | SS | SS | SS | SS | SS | ||
| GAS | ArO | ArO | ArO | ArO | ArO | ||
| ワイヤー速度 | 5.5 | 8 | 9.5 | 13.5 | 15.5 | ||
| 電流 | 65 | 80 | 100 | 140 | 160 | ||
|
酸素 O2-2% アルゴン Ar -98% |
0.6mm | 溶接電圧 | 2 | 3 | 4 | 5 | 6 |
| MATELIAR | SS | SS | SS | SS | SS | ||
| GAS | ArO | ArO | ArO | ArO | ArO | ||
| ワイヤー速度 | 5.8 | 7.7 | 9.7 | 13.5 | 15.5 | ||
| 電流 | 65 | 80 | 100 | 140 | 160 | ||
| 溶接機種YMI-220D | |||||||
| EC300セティッグガイド | 軟 鋼 | ||||||
| ガスの種類 | ワイヤーサイズ | 板厚 | 0.8mm | 1mm | 1.6mm | 2mm | 3mm |
|
炭酸ガス CO2-20% アルゴン Ar -80% |
0.6mm | 溶接電圧 | 2 | 3 | 4 | 5 | 6 |
| MATELIAR | SS | SS | SS | SS | SS | ||
| GAS | ArO | ArO | ArO | ArO | ArO | ||
| ワイヤー速度 | 6 | 6.5 | 10 | 12 | 14.9 | ||
| 電流 | 60 | 80 | 120 | 145 | 165 | ||
|
酸素 O2-2% アルゴン Ar -98% |
0.6mm | 溶接電圧 | 2 | 3 | 4 | 5 | 6 |
| MATELIAR | SS | SS | SS | SS | SS | ||
| GAS | ArO | ArO | ArO | ArO | ArO | ||
| ワイヤー速度 | 6.5 | 7 | 9.2 | 12 | 14.9 | ||
| 電流 | 60 | 80 | 120 | 145 | 165 | ||
【EC300-CEBORA】溶接機セッティッグガイド
| 溶接機種コンパクトミグ201 | ||||||||||
| 溶接セティッグガイド | ワイヤー材質EC300 | |||||||||
| 使用ガス | ワイヤー径 | 調 整 | 0.4mm | 0.6mm | 0.8mm | 1.2mm | 1.6mm | 2.0mm | 3.0mm | 6.0mm |
|
Argon+Co2-20% 流量12L/分 |
0.6mm | ステップNo. | – | 2 | 3 | 4 | 4 | 5 | 6 | – |
| ワイヤー速度No. | – | 5.5 | 6.0 | 7.0 | 8.0 | 9.0 | 10.0 | – | ||
| 溶接機種BRAVO 2235/T SYNERGIC | |||||||||||
| 溶接セティッグガイド | ワイヤー材質EC300 | ||||||||||
| 使用ガス | ワイヤー径 | プログラム№ | 調 整 | 0.4mm | 0.6mm | 0.8mm | 1.2mm | 1.6mm | 2.0mm | 4.0mm | 6.0mm |
|
Argon+ Co2-20% 流量12L/分 |
0.6mm | P08 | ステップNo. | – | 3 | 4 | 5 | 6 | 7 | – | – |
| ワイヤー速度No./ (電流値A) | – |
6.0/ (80) |
6.0/ (100) |
6.0/ (127) |
7.0~8.0/ (170) |
9.0/ (210) |
– | – | |||
| 溶接機種BRAVO 2540/T SYNERGIC | |||||||||||
| 溶接セティッグガイド | ワイヤー材質EC300 | ||||||||||
| 使用ガス | ワイヤー径 | プログラム№ | 調 整 | 0.4mm | 0.6mm | 0.8mm | 1.2mm | 1.6mm | 2.0mm | 4.0mm | 6.0mm |
|
Argon+ Co2-20% 流量12L/分 |
0.6mm | P08 | ステップNo. | – | 1/② | 1/④ | 1/⑥ | 2/② | 2/③ | 2/⑥ | – |
|
ワイヤー速度No./ (電流値A) |
– |
6.5/ (50) |
7.0/ (80) |
8.0/ (110) |
7.0/ (125) |
7.0/ (140) |
9.0~10.0/ (165) |
– | |||
| アースケーブル接続位置(インダクタンス) | – | – | |||||||||
| 溶接機種SOUND MIG 2035/M PULSE | |||||||||||
| 溶接セティッグガイド | ワイヤー材質EC300 | ||||||||||
| 使用ガス | ワイヤー径 | プログラム№ | 調 整 | 0.4mm | 0.6mm | 0.8mm | 1.2mm | 1.6mm | 2.0mm | 4.0mm | 6.0mm |
|
Argon+ Co2-20% 流量12L/分 |
0.6mm | 18(パルス無し) |
板厚 / (電流値A) |
– |
0.7/ (26) |
0.8/ (40) |
1.2/ (65) |
1.6/ (82) |
2.0/ (95) |
– | – |
| 電圧微調整 | – | +1.0 | +1.0 | +1.0 | +1.0 | +1.0 | – | – | |||
| インダクタンス | – | ±0 | ±0 | ±0 | ±0 | ±0 | – | – | |||
| 溶接機種SOUND MIG 2035/M PULSE | |||||||||||
| 溶接セティッグガイド | ワイヤー材質EC300 | ||||||||||
| 使用ガス | ワイヤー径 | プログラム№ | 調 整 | 0.4mm | 0.6mm | 0.8mm | 1.2mm | 1.6mm | 2.0mm | 4.0mm | 6.0mm |
|
Argon+ Co2-20% 流量12L/分 |
0.6mm | 69(パルス有り) |
板厚 / (電流値A) |
– |
1.0/ (52) |
1.7/ (84) |
2.1/ (106) |
2.4/ (123) |
– | – | |
| 電圧微調整 | – | +1.0 | +1.0 | +1.0 | +1.0 | +1.0 | – | – | |||
| インダクタンス | – | ±0 | ±0 | ±0 | ±0 | ±0 | – | – | |||

エクシード溶接機セッティング表
| 溶接機種 アークマスター、パワーマスターシリーズ(電圧、電流無段階) | ||||||||||
| EC300溶接セティッグガイド | 板厚 | |||||||||
| ガスの種類 | ワイヤーサイズ | 調整種類 | 0.6mm | 0.8mm | 1mm | 1.6mm | 2mm | 3mm | 5mm | 6mm |
|
炭酸ガス CO2-20% アルゴン Ar -80% |
0.6mm | 溶接電圧C | 16V | 17V | 17.5V | 18.5V | 18.5V | 19.5V | 21V | – |
| – | ||||||||||
| ワイヤー速度 | 130IPM | 200IPM | 280IPM | 360IPM | 400IPM | 440IPM | 550IPM | – | ||
| 0.8mm | 溶接電圧C | 16.5V | 17V | 17.5V | 18.5V | 18.5V | 19.5V | 21V | 22V | |
| ワイヤー速度 | 130IPM | 160IPM | 180IPM | 280IPM | 280IPM | 320IPM | 360IPM | 400IPM | ||
|
酸素 O2-2% アルゴン Ar -98% |
0.6mm | 溶接電圧C | 16V | 17V | 17.5V | 18.5V | 18.5V | 19.5V | 21V | – |
| – | ||||||||||
| ワイヤー速度 | 180IPM | 200IPM | 240IPM | 280IPM | 480IPM | 600IPM | 600IPM | – | ||
| 0.8mm | 溶接電圧C | 16V | 16V | 16.5V | 17.5V | 18V | 19.5V | 21V | 22V | |
| ワイヤー速度 | 130IPM | 160IPM | 180IPM | 240IPM | 280IPM | 480IPM | 600IPM | 600IPM | ||
| 溶接機種 トランスミグ 255C 25O、250R(16段階) | ||||||||||
| EC300溶接セティッグガイド | 板厚 | |||||||||
| ガスの種類 | ワイヤーサイズ | 調整種類 | 0.6mm | 0.8mm | 1mm | 1.6mm | 2mm | 3mm | 5mm | 6mm |
|
炭酸ガス CO2-20% アルゴン Ar -80% |
0.6mm | 溶接電圧C | 1 | 2 | 2 | 3 | 3 | 4 | 4 | – |
| 溶接電圧F | 4 | 2 | 4 | 1 | 3 | 1 | 3 | – | ||
| ワイヤー速度 | 5 | 6 | 8 | 10 | 14 | 16 | 18 | – | ||
| 0.8mm | 溶接電圧C | 1 | 2 | 2 | 3 | 3 | 4 | 4 | 4 | |
| 溶接電圧F | 4 | 2 | 4 | 1 | 3 | 1 | 1 | 2 | ||
| ワイヤー速度 | 3 | 5 | 6.5 | 8 | 12 | 16 | 16 | 18 | ||
|
酸素 O2-2% アルゴン Ar -98% |
0.6mm | 溶接電圧C | 1 | 2 | 2 | 2 | 4 | 4 | – | – |
| 溶接電圧F | 3 | 1 | 3 | 4 | 1 | 3 | – | – | ||
| ワイヤー速度 | 3 | 3 | 4 | 5 | 10 | 16 | – | – | ||
| 0.8mm | 溶接電圧C | 1 | 1 | 2 | 3 | 3 | 4 | 4 | 4 | |
| 溶接電圧F | 3 | 4 | 1 | 2 | 4 | 2 | 4 | 4 | ||
| ワイヤー速度 | 2 | 3 | 5 | 6 | 10 | 13 | 16 | 18 | ||
| 溶接機種新 ファブリケーター251 (24段階) | ||||||||||
| EC300溶接セティッグガイド | 板厚 | |||||||||
| ガスの種類 | ワイヤーサイズ | 調整種類 | 0.6mm | 0.8mm | 1mm | 1.6mm | 2mm | 3mm | 5mm | 6mm |
|
炭酸ガス CO2-20% アルゴン Ar -80% |
0.6mm | 溶接電圧C | L | L | M | M | M | M | M | M |
| 溶接電圧F | 6 | 6 | 1 | 1 | 3 | 4 | 7 | 8 | ||
| ワイヤー速度 | 1.25 | 1.5 | 2.25 | 3 | 4 | 4.5 | 5 | 5.25 | ||
| 0.8mm | 溶接電圧C | L | L | M | M | M | M | M | M | |
| 溶接電圧F | 6 | 6 | 1 | 3 | 6 | 7 | 7 | 7 | ||
| ワイヤー速度 | 1.25 | 1.5 | 2 | 3 | 3.75 | 4 | 5.75 | 5.75 | ||
|
酸素 O2-2% アルゴン Ar -98% |
0.6mm | 溶接電圧C | L | L | M | M | M | M | H | H |
| 溶接電圧F | 8 | 8 | 1 | 2 | 4 | 5 | 1 | 2 | ||
| ワイヤー速度 | 2 | 2.25 | 2.75 | 4.5 | 5.5 | 6 | 7.25 | 7.75 | ||
| 0.8mm | 溶接電圧C | L | L | M | M | M | M | H | H | |
| 溶接電圧F | 8 | 8 | 2 | 3 | 5 | 6 | 2 | 3 | ||
| ワイヤー速度 | 1 | 1.25 | 1.75 | 2.5 | 4 | 4.5 | 5.5 | 5.75 | ||
| 溶接機種 トランスミグ 225C、22O(16段階) | ||||||||||
| EC300溶接セティッグガイド | 板厚 | |||||||||
| ガスの種類 | ワイヤーサイズ | 調整種類 | 0.6mm | 0.8mm | 1mm | 1.6mm | 2mm | 3mm | 5mm | 6mm |
|
炭酸ガス CO2-20% アルゴン Ar -80% |
0.6mm | 溶接電圧C | 1 | 2 | 2 | 3 | 3 | 4 | 4 | – |
| 溶接電圧F | 4 | 2 | 4 | 1 | 3 | 1 | 1 | – | ||
| ワイヤー速度 | 7 | 8 | 11 | 13 | 17 | 18 | 20 | – | ||
| 0.8mm | 溶接電圧C | 1 | 2 | 2 | 3 | 3 | 3 | 4 | 4 | |
| 溶接電圧F | 4 | 2 | 4 | 1 | 2 | 3 | 1 | 3 | ||
| ワイヤー速度 | 5 | 7 | 9 | 11 | 13 | 15 | 18 | 20 | ||
|
酸素 O2-2% アルゴン Ar -98% |
0.6mm | 溶接電圧C | 1 | 1 | 1 | 2 | 2 | 3 | 4 | – |
| 溶接電圧F | 3 | 3 | 4 | 2 | 4 | 2 | 1 | – | ||
| ワイヤー速度 | 2 | 4 | 5 | 8 | 13 | 15 | 17 | – | ||
| 0.8mm | 溶接電圧C | 1 | 1 | 1 | 2 | 3 | 4 | 4 | 4 | |
| 溶接電圧F | 3 | 3 | 2 | 4 | 2 | 2 | 2 | 3 | ||
| ワイヤー速度 | 3 | 4 | 4.5 | 7 | 10 | 16 | 18 | 20 | ||
| 溶接機種 ファブリケーター210(16段階) | ||||||||||
| EC300溶接セティッグガイド | 板厚 | |||||||||
| ガスの種類 | ワイヤーサイズ | 調整種類 | 0.6mm | 0.8mm | 1mm | 1.6mm | 2mm | 3mm | 5mm | 6mm |
|
炭酸ガス CO2-20% アルゴン Ar -80% |
0.6mm | 溶接電圧C | 1 | 1 | 2 | 2 | 2 | 2 | 3 | 3 |
| 溶接電圧F | 3 | 3 | 1 | 2 | 3 | 4 | 1 | 3 | ||
| ワイヤー速度 | 1.25 | 1.5 | 2.25 | 3.75 | 4.25 | 5.25 | 6.5 | 8.25 | ||
| 0.8mm | 溶接電圧C | 1 | 1 | 2 | 2 | 2 | 3 | 3 | 3 | |
| 溶接電圧F | 3 | 3 | 4 | 2 | 3 | 1 | 2 | 3 | ||
| ワイヤー速度 | 0.75 | 1 | 1.25 | 1.75 | 2.5 | 4 | 4.25 | 5.25 | ||
|
酸素 O2-2% アルゴン Ar -98% |
0.6mm | 溶接電圧C | 1 | 1 | 2 | 2 | 3 | 4 | 4 | – |
| 溶接電圧F | 3 | 3 | 1 | 2 | 1 | 1 | 1 | – | ||
| ワイヤー速度 | 1 | 1.25 | 2.25 | 3.75 | 4.25 | 8.25 | 8.25 | – | ||
| 0.8mm | 溶接電圧C | 1 | 1 | 1 | 2 | 3 | 4 | 4 | 4 | |
| 溶接電圧F | 3 | 3 | 4 | 2 | 1 | 2 | 2 | 2 | ||
| ワイヤー速度 | 0.6 | 0.75 | 1.25 | 2 | 3.25 | 5.25 | 5.25 | 5.75 | ||
| 溶接機種 トランスミグ 275C(24段階) | ||||||||||
| EC300溶接セティッグガイド | 板厚 | |||||||||
| ガスの種類 | ワイヤーサイズ | 調整種類 | 0.6mm | 0.8mm | 1mm | 1.6mm | 2mm | 3mm | 5mm | 6mm |
|
炭酸ガス CO2-20% アルゴン Ar -80% |
0.6mm | 溶接電圧C | L | L | M | M | M | M | H | H |
| 溶接電圧F | 6 | 8 | 2 | 4 | 5 | 8 | 3 | 4 | ||
| ワイヤー速度 | 4~6 | 5~7 | 6~8 | 6~10 | 8~12 | 10~14 | 12~16 | 14~18 | ||
| 0.8mm | 溶接電圧C | M | M | M | M | M | M | H | H | |
| 溶接電圧F | 2 | 3 | 4 | 6 | 7 | 8 | 3 | 4 | ||
| ワイヤー速度 | 3~6 | 3~6 | 4~7 | 4~8 | 6~10 | 8~12 | 10~14 | 12~16 | ||
|
酸素 O2-2% アルゴン Ar -98% |
0.6mm | 溶接電圧C | L | M | M | M | M | H | H | H |
| 溶接電圧F | 8 | 2 | 4 | 5 | 8 | 3 | 4 | 6 | ||
| ワイヤー速度 | 5~7 | 6~8 | 6~10 | 8~12 | 10~14 | 12~16 | 14~18 | 16~20 | ||
| 0.8mm | 溶接電圧C | M | M | M | M | M | H | H | H | |
| 溶接電圧F | 3 | 4 | 6 | 7 | 8 | 3 | 4 | 6 | ||
| ワイヤー速度 | 3~6 | 4~7 | 4~8 | 6~10 | 8~12 | 10~14 | 12~16 | 14~18 | ||
| 溶接機種 トランスミグ200(8段階) | ||||||||||
| EC300溶接セティッグガイド | 板厚 | |||||||||
| ガスの種類 | ワイヤーサイズ | 調整種類 | 0.6mm | 0.8mm | 1mm | 1.6mm | 2mm | 3mm | 5mm | 6mm |
|
炭酸ガス CO2-20% アルゴン Ar -80% |
0.6mm | 溶接電圧C | 3 | 4 | 5 | 6 | 7 | 8 | 8 | – |
| – | ||||||||||
| ワイヤー速度 | 7 | 8 | 11 | 13 | 17 | 18 | 20 | – | ||
| 0.8mm | 溶接電圧C | 3 | 4 | 5 | 6 | 7 | 8 | 8 | – | |
| 溶接電圧F | – | |||||||||
| ワイヤー速度 | 5 | 7 | 9 | 11 | 13 | 15 | 18 | – | ||
|
酸素 O2-2% アルゴン Ar -98% |
0.6mm | 溶接電圧C | 3 | 4 | 5 | 6 | 7 | 8 | 8 | – |
| 溶接電圧F | – | |||||||||
| ワイヤー速度 | 2 | 4 | 5 | 8 | 13 | 15 | 17 | – | ||
| 0.8mm | 溶接電圧C | 3 | 4 | 5 | 6 | 7 | 8 | 8 | – | |
| 溶接電圧F | – | |||||||||
| ワイヤー速度 | 3 | 4 | 4.5 | 7 | 10 | 16 | 18 | – | ||
| 溶接機種 ファブリケーター180(8段階) | ||||||||||
| EC300溶接セティッグガイド | 板厚 | |||||||||
| ガスの種類 | ワイヤーサイズ | 調整種類 | 0.6mm | 0.8mm | 1mm | 1.6mm | 2mm | 3mm | 5mm | 6mm |
|
炭酸ガス CO2-20% アルゴン Ar -80% |
0.6mm | 電圧180 | 16V | 17V | 17.5V | 18.5V | 18.5V | 19.5V | 21V | – |
| – | ||||||||||
| ワイヤー速度 | 130IPM | 200IPM | 280IPM | 360IPM | 400IPM | 440IPM | 550IPM | – | ||
| 0.8mm | 溶接電圧C | 16.5V | 17V | 17.5V | 18.5V | 18.5V | 19.5V | 21V | – | |
| – | ||||||||||
| ワイヤー速度 | 130IPM | 160IPM | 180IPM | 280IPM | 280IPM | 320IPM | 360IPM | – | ||
|
酸素 O2-2% アルゴン Ar -98% |
0.6mm | 溶接電圧C | 16V | 17V | 17.5V | 18.5V | 18.5V | 19.5V | 21V | – |
| – | ||||||||||
| ワイヤー速度 | 130IPM | 200IPM | 280IPM | 360IPM | 400IPM | 440IPM | 550IPM | – | ||
| 0.8mm | 溶接電圧C | 16.5V | 17V | 17.5V | 18.5V | 18.5V | 19.5V | 21V | – | |
| – | ||||||||||
| ワイヤー速度 | 130IPM | 160IPM | 180IPM | 280IPM | 280IPM | 320IPM | 360IPM | – | ||
| 溶接機種 トランスミグ 165(6段階) | ||||||||||
| EC300溶接セティッグガイド | 板厚 | |||||||||
| ガスの種類 | ワイヤーサイズ | 調整種類 | 0.4mm | 0.6mm | 0.8mm | 1mm | 1.6mm | 2mm | 3mm | |
|
炭酸ガス CO2-20% アルゴン Ar -80% |
0.6mm | 溶接電圧C | L | H | L | H | L | H | – | – |
| 溶接電圧F | 1 | 1 | 2 | 2 | 3 | 3 | – | – | ||
| ワイヤー速度 | 2.25 | 2.75 | 4.5 | 5.5 | 6 | 7.25 | – | – | ||
| 0.8mm | 溶接電圧C | – | L | H | L | H | L | H | – | |
| 溶接電圧F | – | 1 | 1 | 2 | 2 | 3 | 3 | – | ||
| ワイヤー速度 | – | 1.75 | 2.5 | 4.5 | 5.5 | 5.75 | – | |||
|
酸素 |
0.6mm | 溶接電圧C | L | H | L | H | L | H | – | – |
| 溶接電圧F | 1 | 1 | 2 | 2 | 3 | 3 | – | – | ||
| ワイヤー速度 | 2.25 | 2.75 | 4.5 | 5.5 | 6 | 7.25 | – | – | ||
| 0.8mm | 溶接電圧C | – | L | H | L | H | L | H | – | |
| 溶接電圧F | – | 1 | 1 | 2 | 2 | 3 | 3 | – | ||
| ワイヤー速度 | – | 1.75 | 2.5 | 4 | 4.5 | 5.5 | 5.75 | – | ||
*下記に注意点を確認しセッティングをして下さい。
上記の表は、目あすです2-3メモリ前後でベスト位置を確認して下さい。
注)電圧設定は、母材の厚さ以外に大きさや酸化等により入熱や電圧差が生じますので前後2-3段階で調整して下さい。
注)ワイヤー度の設定は、電圧を設定してから微調整して下さい。
注)テストスパーク中のワイヤー速度を調整波形が一番細かく安定するところセットして下さい。
注)トーチの角度は溶接にビード幅に影響を及ぼしますので90から60度の角度で行い、45度以下に傾斜させないで下さい。
注)溶接ワイヤーサイズは、溶接幅と溶け込み率に差がありますので板厚や、形状におおじて選定してください。
注)溶接速度によりによりトーチの動かす速度が差があります。一定の速度で、行ってく下さい。